Welds are an essential part of most engineering projects, however, residual stresses induced by welding can cause or accelerate failure by several mechanisms. Residual stresses are difficult to measure and there is little information on residual stresses in welds. The integrity assessment of components is often based on residual stress estimates from assessment codes.
Neutron diffraction is an ideal tool for measuring residual stresses as it provides accurate values through the entire component thickness. We measured the residual stresses in welds of a new connection to a major gas pipeline. The critical crack size was evaluated from the measured stress and compared to that nestimated from integrity assessment codes.
Some code estimates dangerously overestimated the critical crack size. Neutron diffraction provides a more accurate assessment of component integrity than estimates from assessment codes. With neutron diffraction we could compare and validate assessments codes following our measurements.
Many gas pipelines require connections to allow a branch to feed new facilities, especially gasfired power stations. Frequently, this requires welding on ‘live’ pipeline connections, i.e. they are welded directly onto a pressurised pipeline with a special welding procedure. A valve is put on the new branch pipe and a cutter removes the remaining wall between the 2 pipes.
The welds in this connection cannot be post-weld heat treated as the pipeline product carries away heat; this causes significant residual stresses to remain in the welds. As these residual stresses may contribute to premature failure by fatigue; stress corrosion cracking; hydrogen assisted cold cracking; or fracture; it is important to investigate these welds for further understanding of stresses induced by this method.
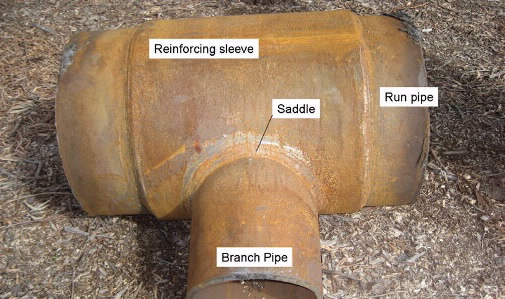 |
| Figure 1: Samples for measurement were cut from the saddle of the branch connection made during welding qualification. |
Using Kowari
The residual stresses were measured on the Kowari strain scanner. Measurement points were chosen in the weld, heat affected zone, and parent material. A monochromatic beam with l = 1.666 Å diffracted from Si{400} planes of the monochromator was used in this analysis. This wavelength resulted in a scattering angle nof 90o for the Fe(211) reflection used for the measurements using a nominal gauge volume of 3 x 3 x 3 mm3.
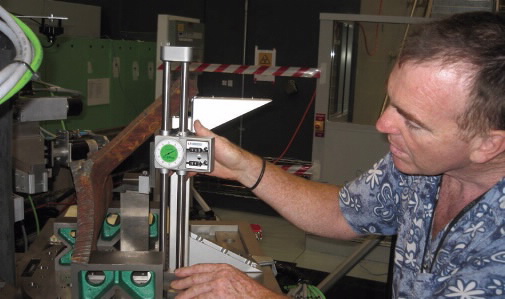 |
| Figure 2: Positioning a section cut from the branch connection on Kowari. |
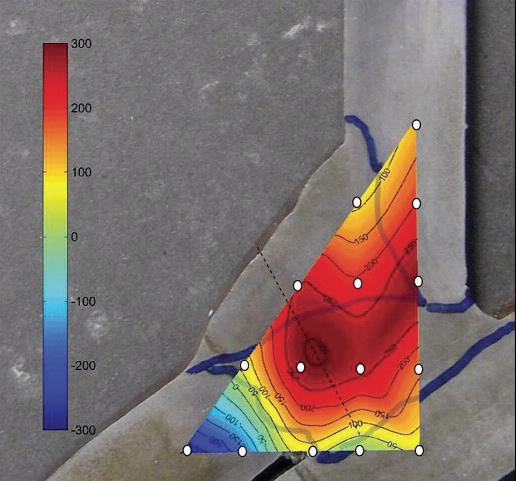 |
| Figure 3: Stresses in direction of weld (out of page) with a maximum error of 33 MPa. Measurement points are marked in white. |
The residual stresses measured
Residual stresses were measured in the saddle, an area where transverse residual stresses are expected to be highest. The maximum stresses (290 MPa) were along the weld direction (figure 3) and may lead to cross weld cracking. Stresses in this direction are rarely significant for brittle fracture as crack growth slows or stops when cracks propagate into the parent material due to reduced imposed stresses, reduced residual stresses, and higher toughness.
Brittle fracture assessment
Stresses across the weld (Figure 4) are more significant for brittle fracture, causing cracking along the weld direction. Brittle fracture was analysed with an assumed surface breaking defect situated at the saddle subject to the maximum pressure the connection will experience of 20.7 MPa.
Brittle fracture is driven by both operational nand residual stresses. Estimates of residual stress (Figure 4) were taken from two integrity nassessment codes, API 579 [1] and BS 7910n [2]. The residual stress predictions in API are based on modelling. The residual stress predictions in BS 7190 are either or use an equation based on a compendium of measurements.
Four estimates of the transverse residual stress were used in the critical of crack size analysis (Figure 4):
- The yield strength level residual stress prediction from BS 7910 (YS).
- The calculated residual stress prediction from BS 7910 (BS 7910).
- The actual variation through wall (measured).
- The residual stress prediction from API 579 (API 579).
The results of this analysis are shown in the table: Table 1: Critical crack size (mm) for different residual stress states
| Case | Depth | Length |
| YS | 5.9 | 49.4 |
| BS 7910 | 8.6 | 72 |
| Measured | 15 | 129 |
| API 579 | 17 | 144 |
Critical crack sizes obtained
Residual stresses in a branch connection weld were measured by neutron diffraction on the Kowari strain scanner. The critical crack sizes calculated from code estimates of residual stress and measured residual stresses were compared. Critical crack sizes based on residual stress estimates from BS 7910 were conservative (shorter than) the critical crack size derived from measurements.
An estimate of residual stress based on API 579 lead to a non-conservative critical crack size, a potentially dangerous situation. This work shows the importance of making project-specific measurements of residual stress. Neutron diffraction contributes significantly to our understanding of residual stresses in welds, as it provides accurate through thickness measurements.
As a result of these measurements we were able to compare and validate assessment codes, and therefore obtain a more accurate assessment of component integrity. This is vital for engineering projects.
Further residual stress measurements are planned which will create a compendium of results. This will be used to generate more accurate estimates for assessment codes in the future.
Authors
Michael Law, Oliver Kirstein and Vladimir Luzin
ANSTO
References
- API 579/ASME FFS-1, American Petroleum Institute, 2nd editions 2007.
- BS 7910:2005- Guide to methods for assessing the acceptability of flaws in metallic structures.
Published: 08/05/2009

